
Hollow structural sections (HSS) are metal profiles with hollow tubular cross section. HSS is a tubular section produced by the use of cold form method. These sections can be square, rectangular and circular and they are used for constructing bridges, stadiums, shopping centers and also residential units. During the recent years, due to the visual and mechanical features, the use of these sections has significantly increased. Architects call these sections the 21th century material due to its unique features. Many examples in the nature display the excellent features of hollow sections against axial, flexural and torsional loads; these features along with diverse shapes have resulted in the beauty of architecture. Also, compared to the open structural sections, HSS has lower weight and surface. Additionally, the closed shape without any sharp corners in these sections protects them against corrosion.
Another unique feature of HSS is optimal use of their empty space; for instance, filling it with concrete results in increasing their resistance against fire and also results in increasing their tolerance against pressure loads. Additionally, hollow sections could also be used for ventilation, heating and cooling.
In AISC regulations, the naming used for square and rectangular HSS is as follows:
4.1×4×HSS 8
In which the first number is height, the second one is width, and the third one is thickness (all in inch)
HSS sections are produced by the use of cold form and continuous ERW seam weld without any extra materials.
Weld protrusion of the exterior of these sections is removed but in most cases the weld protrusion of the interior remains. However the weld protrusion could be removed from inside these sections; for instance when there is a need to put two HSS inside each other to make a telescope.
Two top standards for producing these sections are ASTM A500 and EN10219-1; these two standards could be used as a license for producing HSS.
Production History
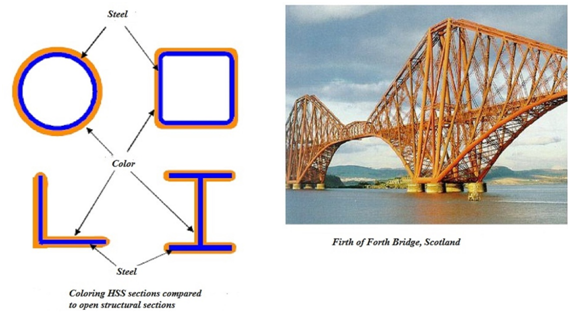
Due to their special features, hollow sections have been known since a long time ago; for example the arc bridge in Scotland (built in 1890, with 521 meters length). Since in that there was no other method available for producing HSS sections, this bridge was built by the use of roll-like sheets clinched to each other.
In the 18th century, circular HSS was manufactured by Mannesmann brothers and sheet rolls were diagonally pierced and the sections were produced.
This process was later progressed by Pilger; a few years later the HSS was produced with less thickness and without seam welding. In the first part of the previous century, an Englishman, Whitehouse, developed the fire welding of circular hollow sections. However, the production of welded circular hollow sections became more important after the development of the continuous welding process by the American, Fretz.
After the WWII, welding processes have been perfected, which made it possible for hollow sections to be easily welded together. The sheet producing these sections was easily welded together without seam welding and the sections were produced. The end cutting required for fitting two circular and rectangular hollow sections together was considerably simplified by the development of a special end preparation machine by Müller. A way of avoiding the connection problems was the use of prefabricated connectors produced in 1937 by Mengeringhausen. This system enabled the fabrication of large spatial structures in an industrialized way. In 1952, rectangular HSS was manufactured and developed by Lloyds and Stewart. This type of section is manufactured and cut the same as the circular sections (Corus Tubes) and enables the connections to be made by straight end cuttings. In the 1950’s , the problems of manufacturing, welding and end preparation were all solved and from that point of view the way to a successful story was open.
The first preliminary design recommendations for truss connections were given by Jamm in 1955. The researches and studies in this field are still conducted.
Researches on designing rectangular hollow sections started in Europe in the s1960’s, followed by many other experimental and theoretical investigations, many of which were sponsored by CIDET. Besides these investigations, in the last 25 years, much research was carried out on the fatigue behavior and other aspects, such as concrete filling of hollow sections, fire resistance, wind loading and corrosion resistance.


As mentioned, hollow sections can be produced seamless or welded. Seamless hollow sections are made in two phases: The first phase consists of piercing an ingot and the second step considers the elongation of this hollow bloom into a finished circular hollow section. After this process, the tube can go through a sizing mill to give it the required diameter. Nowadays, hollow sections are manufactured by the use of ERW, without seam welding for wholesale. Steel sheets or strips are formed by heavy rollers into a cylindrical shape and welded longitudinally. The edges are heated, e.g. by electrical resistance, then the rollers push the edges together, resulting in a pressure weld. The weld protrusion on the outside of the tube is trimmed immediately after welding. Rectangular hollow sections are made by heating and forming circular sections by the rollers. The seam welding of these sections is usually placed in the middle part. In case of needing a vast area for manufacturing circular hollow sections, a large width strip is formed in circular shape by the forming machine; and at the end the edges of these sheets are welded together and they are called spiral sections.

 Conversion of Tube to Box-column
Conversion of Tube to Box-column
In the process of converting tube to box-column, firstly a sheet with the required width enters the forming gates according to the section. In these gated, the sheet passes a few forming levels and converts to a tube; then its joints are welded by the use of ERW method and after cooling it passes the sizing gates and it converts to a rectangular section with the required form and size. This method is used for manufacturing sections with the size up to 400×500.